水电解制氢:电解质的核心作用与高效方案
水电解制氢是实现绿氢生产的关键技术,目前国内通过添加电解质溶液电解水制氢是主流制氢技术路线,电解质溶液不仅影响制氢效率,还直接关系设备寿命、能耗和成本。本文从原理、材料、工业实践到前沿技术,系统解析水电解质溶液的科学逻辑与技术细节。
一、电解质溶液的核心作用与导电机理
功能定位
提供离子导电介质,完成水的电化学分解反应:


图1 水的电解试验中水在加入电解液通电的条件下分解成了氢气和氧气
导电机制
强电解质电离:以KOH为例在KOH水中完全解离为K⁺和OH⁻,形成高浓度离子流。
离子迁移路径:
阴极区:H2O分子结合电子生成H₂和OH⁻
阳极区:OH⁻失去电子生成O₂
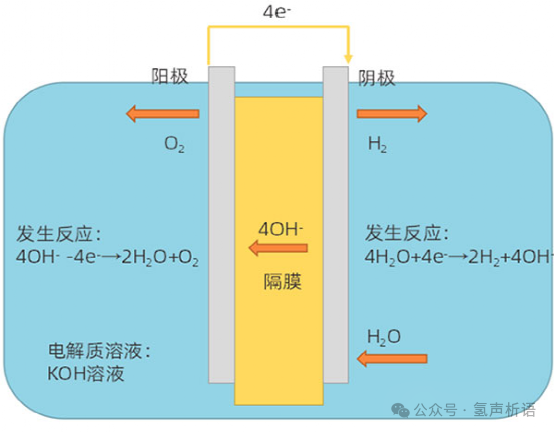
图1 碱性电解水制氢原理
二、电解质溶液类型与材料特性对比
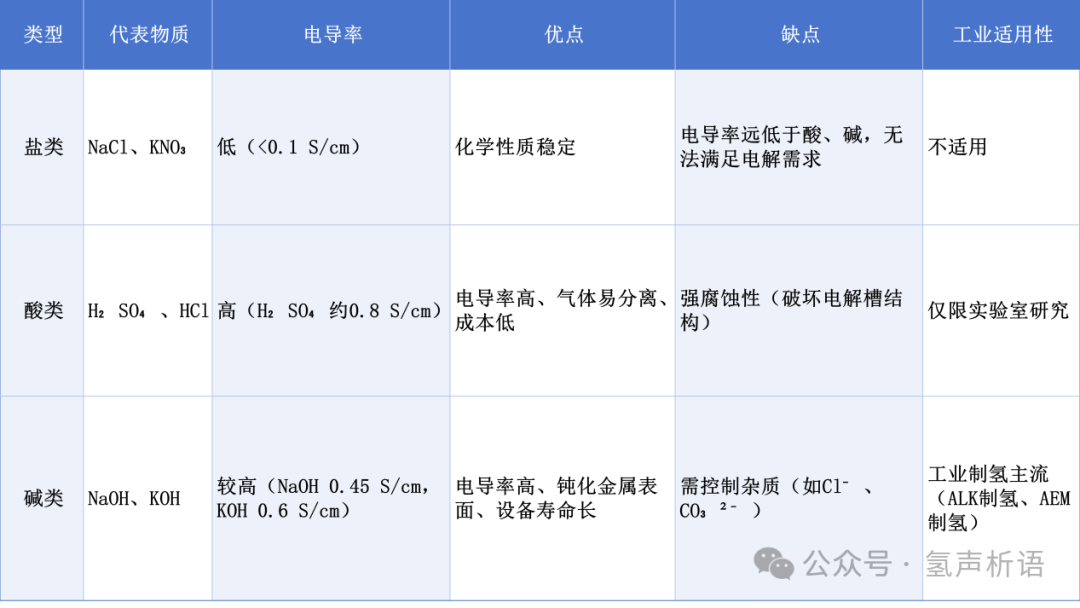
不同电解液的电导率与适用性差异显著:盐类因电导率低于酸、碱而无法用于工业电解;酸类(如硫酸)虽具备高电导率(如30% H₂SO₄约0.8 S/cm)、低成本及易分离气体的优势,但其强腐蚀性会严重破坏电解槽结构,故工业场景中仅限实验室研究;相比之下,碱性电解液(如30% NaOH电导率0.45 S/cm、30% KOH电导率0.6 S/cm)不仅导电性能优异,还能通过钝化作用在铁、镍电极表面形成保护层(如Fe₃O₄),显著抑制腐蚀。
表1不同电解液类型对比
因此,目前生产中一般采用碱液作为电解液,常用的碱液有氢氧化钠和氢氧化钾两种。
氢氧化钠俗名烧碱,是最重要且常用的强碱。氢氧化钾也是很重要且常用的碱,它的工业制法、性质和用途都与氢氧化钠相似。因为天然的钾盐较少,所以氢氧化钾的价格比氢氧化钠高。
表2 氢氧化钠(NaOH)与氢氧化钾(KOH)的工业参数对比

KOH溶液在同等浓度下电导率比NaOH高约20%,可降低欧姆损耗,节省约8%~12%电能。
氢氧化钾的导电性比氢氧化钠好,虽然它的价格较高,一次性投资大,但从节能和总体效益来看,使用氢氧化钾比使用氢氧化的要经济,设备腐蚀加重问题也不明显,所以,现在普遍用氢氧化钾作电解液。
表3 30%KOH与30%NaOH 电导率对比
溶 液 类 型 | 电导率(S/cm) |
纯水 | 1×10−6 |
30% KOH | 0.6 |
30% NaOH | 0.45 |
四、工业应用中的关键问题与解决方案
电解质溶液老化
现象:电导率下降(每年约2%~5%)、杂质积累
对策:
l定期补加新鲜溶液(每年更换15%~20%)
l安装在线电导率监测仪(阈值报警)
温度失控
风险区间:<60℃(电导率骤降)或>100℃(腐蚀加速)。
控温方案:
l板式换热器维持70~90℃(ΔT<5℃);
l钛合金耐蚀材料+闭环冷却水循环。
气体夹带碱雾
影响与危害:
氢气纯度下降至99.5%以下(工业标准要求≥99.99%),碱液雾滴沉积在管道中结晶,堵塞阀门与传感器。
对策:
l多级旋风分离器:
利用离心力分离粒径>10 μm的液滴(去除率>95%),设计流速15~20 m/s,压损<5 kPa。
l陶瓷膜过滤器:
采用α-氧化铝多孔膜(孔径0.1 μm,耐碱温度<120℃),实现最终氢气纯度≥99.999%,压差控制在10~15 kPa。
l自动排液系统:
分离后的碱液通过电磁阀定时排放至回收罐,经净化后重新注入电解槽。
五、前沿技术突破
复合电解质溶液体系
NaOH-KOH混合液:在30% KOH中添加5% NaOH,电导率提升10%且成本降低18%。
纳米添加剂:加入Al₂O₃纳米颗粒(0.1wt%),降低析氢过电位50mV。
再生电解质溶液技术
废碱液回收:通过电解再生装置(如EDR电渗析),回收率>90%。
六、未来发展方向
超浓电解质溶液
开发40%~50% KOH溶液(需解决黏度高、传质慢问题),目标电流密度突破6000A/m²。
智能电解质溶液系统
集成pH/电导率/温度传感器,AI动态调节浓度与流量。
生物基电解质溶液
探索植物提取碱(如海藻生物碱),降低环境足迹。
结语
水电解质溶液作为制氢技术的“血液”,其优化是提升效率、降低成本的核心突破口。从传统碱性体系到固态电解质,技术创新持续推动行业变革。未来,随着材料科学与工程技术的深度融合,电解质溶液将向更高性能、更低能耗、更强可持续性方向迈进,为氢能社会奠定坚实基础。





同类文章排行
- 我国氢能产业发展迎来重要窗口期
- 关于矿用整流柜的使用环境
- 整流柜有哪些外形特征?
- 关于高频开关电源发展的四大趋势
- 国家能源局:可再生能源,完善绿色电力
- 氢能在工业领域的妙用:你知道多少?
- 国家能源局组织发布《新型电力系统发展蓝皮书》
- 我国新能源发展现状
- 2023世界氢能技术大会中外对话:氢能国际合作机遇与挑战
- 产业集群涌现,多地竞逐氢能赛道
 关注微信
关注微信
 手机网站
手机网站
 微信咨询
微信咨询